%20(1920%20x%20800%20px)%20(1920%20x%20700%20px).svg)





Architectural Licensee of Qualanod
United Anodisers is one of the longest-serving Qualanod licensees in the world, having continuously maintained its accreditation since 1976, a testament to our robust quality management systems.
The Qualanod accreditation is globally recognised in architecture as a rigorous mark of excellence, because it demands that anodised aluminium be continuously measured against stringent technical specifications. Compliance is independently monitored at licensed plants worldwide, through the use of unannounced independent inspections, ensuring that architects, main contractors, and facade manufacturers receive premium-grade, long-lasting anodised products.
This system gives our clients confidence in both the durability and the aesthetic quality of our anodised finishes, as shown by the many references we can provide that have stood the test of time in the harshest conditions.
Our ISO Accreditations
Our quality and environmental management systems are certified to ISO9001:2015 and ISO14001:2015 respectively.


Our Guarantee
The care we take with our quality control has real benefits to the end user. These quality procedures enable us to guarantee all our finishes for durability. Copies of our design lifetime façade guarantees are available on request.
Quality Control Stages
It is crucial that all stages of the anodising production process are tightly controlled, as each one can affect visual appearance and/or durability.
Materials
For high-quality architectural products, we would recommend extruded material specified from 6063/6060 aluminium extrusions. For fabricated products, such as rain screen panels, we would recommend AQ-certified products such as Novellis J57sUP or Aluminium Duffel 55HX. For expanded mesh, widely used for car park cladding, we would recommend sample approval. Other grades of aluminium can be anodised to give good results, please contact us for advice.
Jigging
The first step is to make a secure electrical connection onto the article to be anodised, this is normally carried out using a plastic clamp onto a 20mm bar of aluminium. Other methods can be used if the ensuing mark is on a visible surface and therefore unacceptable - for advice on jigging and design please contact us through our technical enquiries form.
Etching
This part of the process gives the material its visual appearance and determines the gloss and reflectance of the anodic coating. Control of temperature and time, in addition to chemical composition is crucial to control the rate of reaction of the bath. Continuous monitoring of this process guarantees contract conformity. Varying levels of gloss can be specified.
Anodising
Key parameters in the production of the anodic film include the temperature, bath composition and voltage applied along with the complex rectifier programme cycles are crucial in determining the consistency and accuracy of micron films; as the film thickness grows, electrical resistance increases and cooling capacity of the tanks becomes a critical parameter, for 25-micron film ineffective cooling can result in accelerated film propagation, excess porosity and a soft film, our installed chillers are specified to ensure we can produce 25-35 micron films across all five anodising tanks simultaneously.
Consistency
United Anodisers is unique in Europe in its ability to produce hard consistent films, exceeding the requirements of Qualanod, BS3987 and Z33 to ensure process control is maintained each and every load is checked day and night. Recent major capital expenditure has further distanced the company from its major competitors with additional low energy chillers installed and a significant solar panel array to power them.
The Colouring Stage
United Anodisers' investment in technology at the colouring stage goes far beyond its major European competitors. We are still the only anodiser in Europe to offer Unicol colouring accuracy and now monitor colour using state-of-the-art colour measurement equipment. We have seven high-performance spectrophotometers onsite and a set of 3 gloss meters.
This gives optimum colour control without an equivalent in the industry and ensures consistency of the overall building appearance.
The Sealing Process
Each load is checked for seal quality day and night using one of our three anotest instruments. This is a well proven HOT SEALING process, and it sets us apart from other anodisers.
Testing
The level of testing imposed at United Anodisers is considerably more extensive than that of its competitors. For example, to test film hardness, we are the only anodiser within Europe to the best of our knowledge with regular SUGA abrasion testing. This was, historically and at our instigation, built into the old British Standard as a major step towards improving anodic film performance.
Current handheld abrasion testing is in more general use elsewhere but typically on a day-by-day sample frequency rather than each process load. We firmly believe that effective testing prevents out-of-spec products from arriving at customers sites, and we will continue this test regime as we further develop our process and testing capabilities.
How to clone into other project?
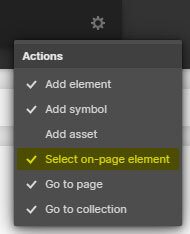
Press "Ctrl + E" or "Cmd + E" in the Designer and enable "Select on-page element".
Search for the class named, "Cloneable Area".
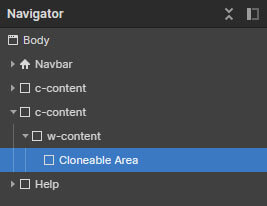
Copy the element inside this container to your own project.
Rename the classes accordingly if they are clashing with your project.
Ensure custom code from the in-page setting has been copied into your project as well (if there's any).
'Page Trigger' interaction can't be copied directly. You can only clone the whole project, or rebuild it.
A simple trick to copy the 'Page Trigger' interaction into another project is as below:
1. Create a dummy element.
2. Apply any type of 'Element trigger' into the dummy element and select the 'Page Trigger' animation.
3. Copy the dummy element with the animations applied into your new project.
4. The animation should have been copied into your project and you can reapply the 'Page Trigger' animation into your project.If you have further inquiry or need assistance, feel free to contact us.
Lastly, please do not copy this project and claim it as your own. We wish to continue sharing and giving to the community. In order to do so, we will need your cooperation and full support. Thank you very much,
.svg)
